工厂颜色标识管理 提升安全与效率的重要工具
在工业生产环境中,颜色标识管理是一种直观、高效的视觉管理方法,广泛应用于安全警示、区域划分、设备分类和流程指引等方面。通过标准化的颜色标识,工厂能够有效降低事故风险、提升作业效率,并促进全员对管理规范的认知与遵守。
一、颜色标识的核心作用
工厂颜色标识管理的主要作用体现在以下几个方面:
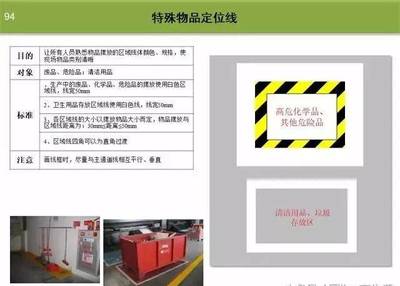
1. 安全警示:红色常用于表示禁止、危险或消防设备,如灭火器、紧急停止按钮;黄色或橙色代表警告,提示人员注意潜在风险;绿色则表示安全状态,如安全出口、急救点。
2. 区域划分:使用不同颜色区分工作区域,例如蓝色标识生产区,黄色代表仓储区,灰色用于办公区,帮助员工快速识别并减少误入危险区域的概率。
3. 设备与管线识别:在管道、电线或设备上应用颜色编码,便于识别介质类型(如蓝色表示水源、红色代表蒸汽),提升维护和操作效率。
4. 流程指引:颜色可用于标识工作流程阶段,如绿色表示“正常运行”,红色表示“故障待修”,简化沟通并加快问题处理。
二、实施颜色标识管理的步骤
为确保颜色标识管理的有效性,工厂应遵循以下步骤:
1. 制定标准:根据国家或行业规范(如GB/T 2893安全色标准),明确各颜色的含义和应用场景,确保统一性。
2. 员工培训:定期组织培训,使全体员工理解颜色标识的意义,并能够在日常工作中正确应用。
3. 标识维护:建立检查机制,及时更换褪色或损坏的标识,保持其清晰可见。
4. 持续改进:结合实际情况,收集反馈并优化标识系统,以适应生产变化。
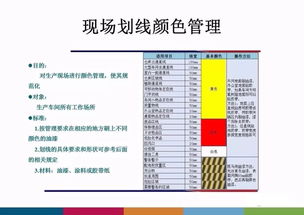
三、常见颜色标识示例
- 红色:禁止、危险、消防设施(如灭火器、火警按钮)。
- 黄色/橙色:警告、注意(如临时障碍物、机械设备危险区域)。
- 蓝色:指令或必须遵守的规定(如防护设备指示)。
- 绿色:安全、正常状态(如安全通道、急救箱)。
- 紫色:辐射危险区域。
- 黑白色:导向或一般信息标识。
四、颜色标识管理的益处
通过系统化的颜色标识管理,工厂能够显著提升安全管理水平,减少人为错误,增强员工安全意识,同时优化工作流程,降低运营成本。它还有助于塑造良好的企业形象,体现对员工福祉和社会责任的重视。
工厂颜色标识管理不仅是一种简单的视觉工具,更是现代工业管理中不可或缺的一环。企业应将其纳入整体管理体系,结合技术创新和员工参与,以实现可持续的安全与效率提升。
如若转载,请注明出处:http://www.toooo.net/product/217.html
更新时间:2026-01-25 08:49:45